Yingfeng Machinery – Plus de 30 ans d'expérience dans les machines de fabrication de briques d'argile, les fours tunnel et les fours tunnel rotatifs.







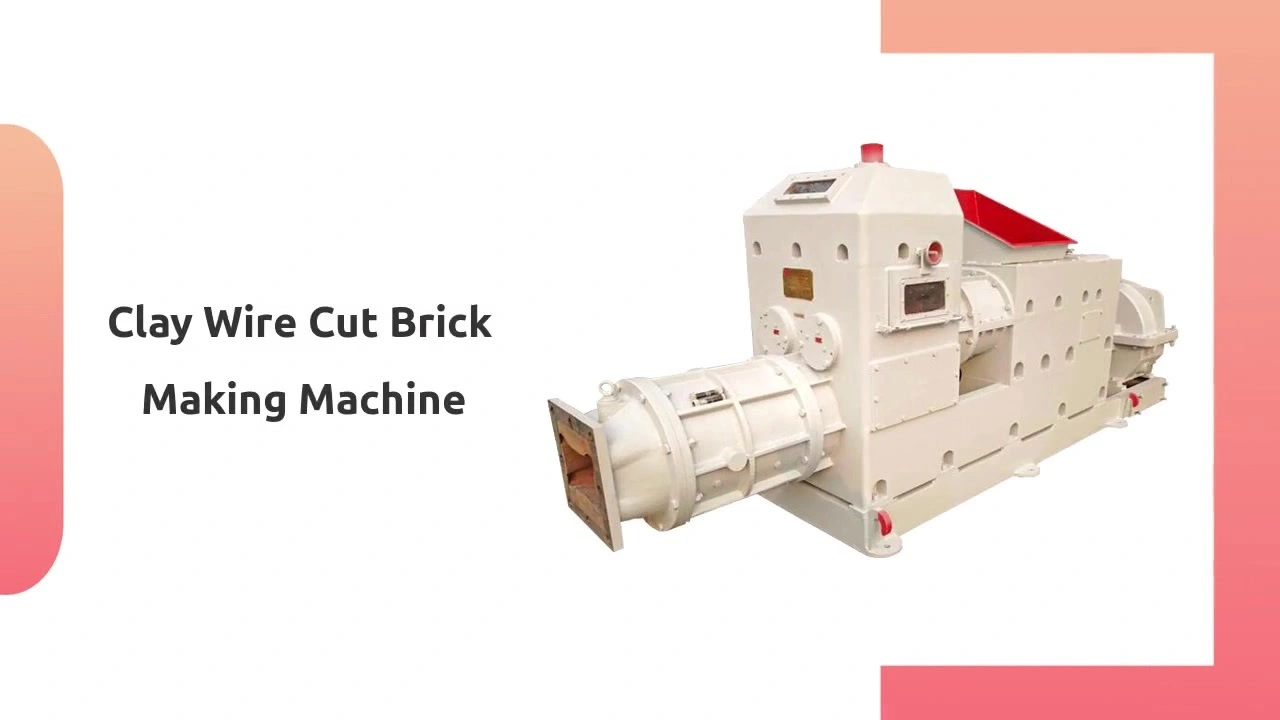
Machine à fabriquer des briques JKRL en argile découpée au fil
L'étape de mélange décrite ci-dessus utilise deux vis d'extrusion, et non des pales de mélange classiques. Elle est donc bien plus performante pour les matières premières dures. Après deux extrusions successives (supérieure et inférieure), la matière première est plus dense, ce qui améliore considérablement la qualité des briques.
Paramètres techniques
| Modèle | diamètre de la tarière | Capacité jusqu'à (t/h) | Puissance de l'extrudeuse (kW) | Ligne de production |
| (mm) | Puissance (kW) | |||
| JKRL35 | 350 | 22.5 | Y6-75 | 120-140 |
| JKRL40 | 400 | 25 | Y6-90 | 175-190 |
| JKRL45 | 450 | 32.5 | Y6-110 | 210-230 |
| JKRL50 | 500 | 37.5 | Y6-150 | 260-280 |
Entretien
entretien de routine
La machine doit être entretenue régulièrement, en particulier les roulements illustrés sur les schémas III et IV. Conformément aux exigences des tableaux II et III, toutes les pièces rotatives des points de lubrification doivent être contrôlées et nettoyées régulièrement. Mettez en place un système de lubrification régulier avec ajout de graisse afin de maintenir l'équipement en bon état. Le réducteur de cette machine doit être lubrifié avec de l'huile pour engrenages n° 10, jusqu'à ce que l'huile puisse gicler lorsque l'engrenage entre en contact avec le bain d'huile. Vérifiez le niveau d'huile dans le bain d'huile à l'aide d'une aiguille pénétrante. L'huile pour engrenages n° 100 doit être remplacée après deux mois lors de la première vidange, puis tous les six mois. Arrêtez la machine lors de la vidange. Le réservoir d'huile du palier principal et le réducteur doivent être remplis d'huile pour machines n° 30.
Inspection
1. Mettre en place un système de maintenance adapté à la situation de travail.
2. Contrôlez régulièrement les roulements et les pièces d'usure, et réparez ou remplacez rapidement ceux qui ne répondent plus aux exigences de précision. Prévoyez un stock de pièces d'usure de rechange.
3. Portez une attention particulière à l'écart entre le bord extérieur de l'alésoir et les bagues ; si cet écart est supérieur à 10 mm, réparez ou remplacez rapidement l'alésoir et les bagues.
4. Remplacez régulièrement les pièces concernées du joint et des bagues d'étanchéité.
5. Si le diamètre des noyaux de bouche des briques creuses est supérieur à 2 mm, remplacez-les à temps.
6. Nettoyez régulièrement les impuretés et l'huile usée dans l'embrayage de la grande poulie et remplacez le disque de friction lorsque son épaisseur est inférieure à 5 mm.
7. Assurez-vous que l'arbre de sortie du réducteur et la broche de l'alésoir sont sur le même axe lorsque la machine doit être réinstallée après la maintenance afin de serrer les boulons des différentes pièces et d'éviter d'endommager les pièces principales, telles que la broche principale de l'alésoir et ses roulements installés, etc.
8. Méthode de démontage de l'embrayage : Commencez par retirer les boulons du roulement de grande roue et les écrous de serrage à l'aide d'une clé à pipe ou d'un outil équivalent. Le roulement de grande roue sera alors retiré. Ajustez ensuite le trou du fil à l'aide de l'embrayage basse pression et de la tige pour extraire la poulie et son ensemble. Si le filetage est trop court, replacez-le dans sa position initiale. Placez ensuite deux patins d'épaisseur identique (au moins 15 mm, sans qu'ils soient en contact direct avec le disque de friction) dans l'espace entre les galets et le disque de friction, puis extrayez le tout. La grande poulie sera alors retirée.
Démontez et entretenez la machine dans l'ordre. Remontez la poulie en suivant le même ordre, en l'alignant correctement sur les paliers et en la serrant contre la courroie à l'aide de l'écrou de compression. (Voir le schéma 5 pour référence)
Échantillon de brique