Yingfeng Machinery: Más de 30 años de experiencia en máquinas para la fabricación de ladrillos de arcilla, hornos túnel y hornos túnel rotatorios.







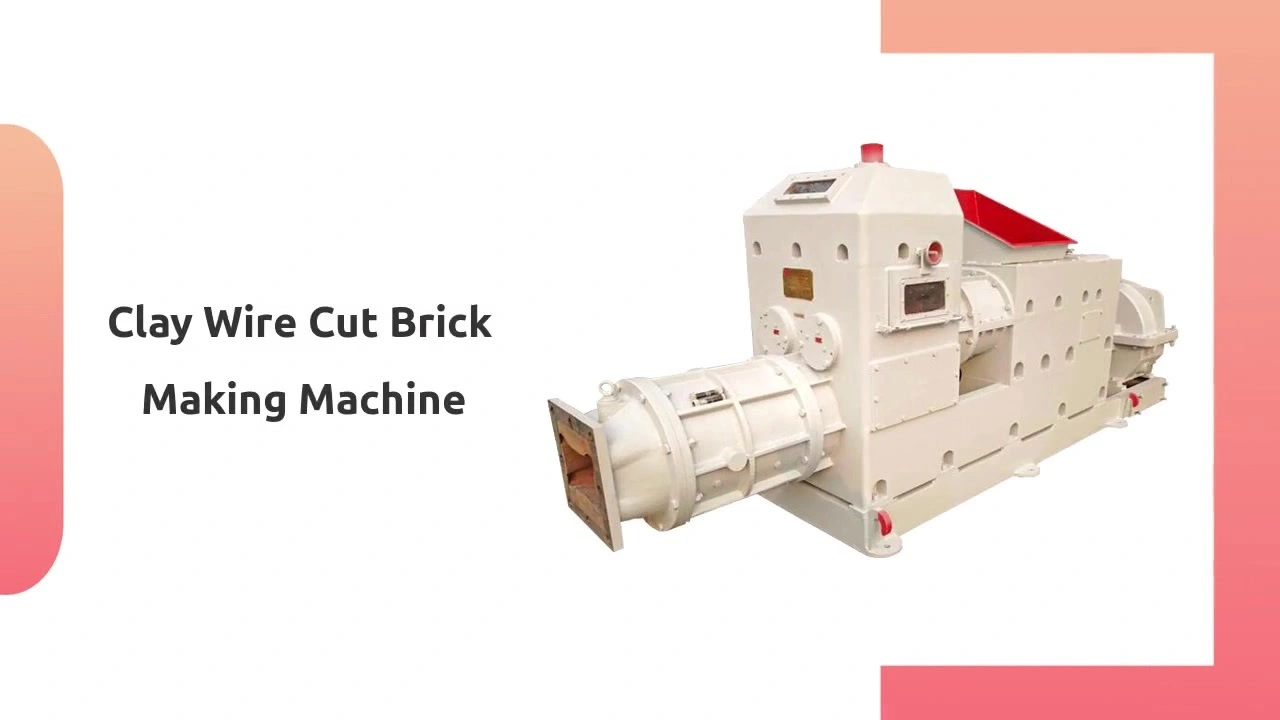
Máquina para fabricar ladrillos de arcilla cortados con alambre JKRL
La etapa de mezclado mencionada anteriormente se realiza mediante dos juegos de tornillos sin fin extrusores, en lugar de las palas mezcladoras comunes. Por lo tanto, es mucho mejor para materia prima dura, y tras dos extrusiones (superior e inferior), la materia prima se vuelve más sólida. En consecuencia, la calidad del ladrillo es mucho mayor.
Parámetros técnicos
| Modelo | Diámetro del sinfín | Capacidad hasta (t/h) | Potencia del extrusor (kW) | Línea de montaje |
| (mm) | Potencia (kW) | |||
| JKRL35 | 350 | 22.5 | Y6-75 | 120-140 |
| JKRL40 | 400 | 25 | Y6-90 | 175-190 |
| JKRL45 | 450 | 32.5 | Y6-110 | 210-230 |
| JKRL50 | 500 | 37.5 | Y6-150 | 260-280 |
Mantenimiento
mantenimiento rutinario
La máquina debe recibir mantenimiento regularmente, especialmente el cojinete que se muestra en los diagramas III y IV. De acuerdo con los requisitos de la Tabla II y la Tabla III, todas las partes giratorias de los puntos de lubricación deben revisarse y limpiarse regularmente. Establezca un sistema de lubricación regular para agregar grasa para mantener el equipo en buenas condiciones. Este engranaje reductor de esta máquina debe ser engrasado con aceite para engranajes 10 # hasta la cantidad en que el aceite pueda salpicar cuando el engranaje entre en el baño de aceite. Penetre el baño de aceite con una aguja penetrante de aceite para asegurar que el nivel de aceite esté por encima de la aguja penetrante de aceite. Penetre el baño de aceite con una aguja penetrante de aceite para asegurar que el nivel de aceite esté por encima de la aguja penetrante de aceite. El aceite para engranajes 100 # debe reemplazarse después de dos meses la primera vez, y después de eso seis meses. Apague la máquina cuando reemplace el aceite para engranajes. El tanque de aceite de la cámara del cojinete principal y la caja de engranajes deben llenarse con aceite de máquina 30 #.
Inspección
1. Establecer un sistema de mantenimiento viable, de acuerdo con la situación de trabajo.
2. Revise periódicamente los cojinetes y las piezas de desgaste, y repare o reemplace de inmediato aquellos que no cumplan con los requisitos de precisión. Tenga a mano una cierta cantidad de piezas de desgaste.
3. Preste especial atención al espacio entre el borde exterior del escariador y los casquillos; si el espacio es mayor de 10 mm, repare o reemplace de inmediato el escariador y los casquillos.
4. Reemplace periódicamente las partes pertinentes del anillo y las juntas.
5. Si el diámetro de los conjuntos de núcleos de boca de ladrillo hueco es mayor de 2 mm, reemplácelos a tiempo.
6. Limpie regularmente las impurezas y el aceite usado del embrague de la polea grande, y reemplace el disco de fricción cuando su espesor sea inferior a 5 mm.
7. Asegúrese de que el eje de salida del reductor y el husillo del escariador estén en el mismo eje cuando sea necesario reinstalar la máquina después del mantenimiento, para poder fijar los pernos de las distintas piezas y evitar daños en las piezas principales, como el husillo principal del escariador y sus cojinetes instalados, etc.
8. Método de desmontaje del embrague: Primero, retire los pernos del cojinete de rueda grande y las tuercas de sujeción con una llave de tubo u otras herramientas equivalentes, y al mismo tiempo se retirará el cojinete de rueda grande; luego ajuste el orificio del cable con el embrague de baja presión y la varilla para extruir la polea y su conjunto hacia afuera y mueva la rosca a su posición original cuando su longitud no sea suficiente, y luego coloque dos almohadillas del mismo grosor en el espacio entre los minions y el disco de fricción (el grosor de la almohadilla no debe ser inferior a 15 mm, no sobre el disco de fricción) y luego extruya hacia afuera. Finalmente, se retirará la polea grande.
Desmonte y mantenga la máquina en orden. Monte la polea en el mismo orden, manteniéndola recta hasta los escalones del cojinete y apriétela hasta que coincida con la correa mediante la tuerca de compresión. (Véase el diagrama cinco como referencia).
Muestra de ladrillo